|
|
| �����F�X�l�ӹ���ˇ��B |
| �c������2405 ���ڣ�3-29 |
|
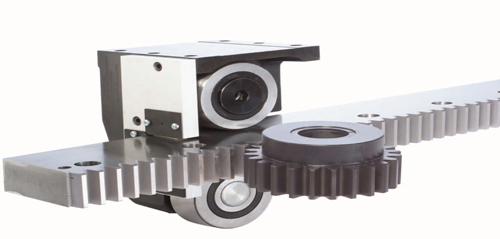
�����F�X�l�ӹ���ˇ �����F�X݆����܇�ϵ���Ҫ���֮һ���似�gҪ��ܸߣ��������X����˾ͨ�^����ӹ���ˇ�ķ�����������֮̎���ԃ��������F�˵ͳɱ�����Ʒ�|�����a�� �����F�X݆����܇�ϵ���Ҫ���֮һ���似�gҪ��ܸߣ��������X����˾ͨ�^����ӹ���ˇ�ķ�����������֮̎���ԃ��������F�˵ͳɱ�����Ʒ�|�����a��
�Ә������F�X�l�ǰl�әC�v��܇�v����������Ә����Ҫ���֮һ�������S�������ɈA�F�ε��X���Ͱ��b�S�е��S�����ӂ��ӵĻ��I�S�����ݼy�M�ɣ��nj��l�әC�Ą������f����܇݆����Ҫ�����X݆��
���y܇����ˇ�IJ���
���y��܇���ӹ���ˇ�����Է���܇�������Ĺ�ˇ�����H����ࡢ�����L�������|�����ƺ��������������ܝM�㾫�������Ҫ��
�ı�1�п��Կ��������a���Ϲ�������8�_�C������Ҫ����8�������ˆT���μ����r�s7min����ˇ���̹��ļs��14min���҂�ͨ�^�������l�Fԭ�����a����������ȱ�c��
1. �C���b�����
ԭ�мӹ���ˇ���õ��Ƿ���܇�����ӹ��ߴ���ȫ�����������˹��{�����ߵ��b�Aλ�Á����ƣ����߸��Q���ף��|�������^��ֻ�ܲ��ô־�܇���_�Ĺ�ˇ��
2. �����A�ַ�ʽ��ɹ����
ԭ��܇���ӹ���ˇͨ�����ȊA�ֹ���һ�ˡ��ӹ���һ�ˣ�Ȼ���{�Q�ӹ��ķ�ʽ��������Ҫ�ɵ����������ɼӹ���
3. ë��ȥ������
������ë����ģ呼���ƽ���ӹ�������2.5mm����횷֞����ߵ������H�M�r���������MҲ�ܴ� |
| ��һ�l:
ɽ�|��ģ���X�l���I���a�����Cе�S
��һ�l:
�X݆�����X݆-�X�l�s��
|
| ���]��x |
|
| ���]�aƷ |
|
|
|