|
ɽ�|�����ؙCе��������˾
(li��n)ϵ�ˣ��(j��ng)��
�Ԓ��0635-5810886
�֙C��13336351635
���棺0635-5810886
�]�䣺sdjsljx@163.com
��ַ��ɽ�|�ڿh�Z�(zh��n)���I(y��)�@
�W(w��ng)ַ��www.aboutels.com |
|
| ���ýӵ��������и�ӹ��L���X�l���� |
| �c����(sh��)��2496 ���ڣ�3-23 |
|
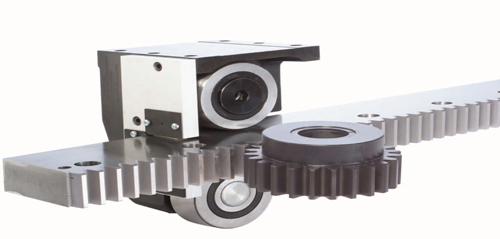
���ýӵ��������и�ӹ��L���X�l����
���и�ӹ��������X�l���ߵ��P(gu��n)�I�����X�l���ߵ�ȫ���X�΅���(sh��)�������X�ࡢ�X��ȫ�X�ߡ������ǡ���ǡ��X�νǵȾ�ͨ�^ԓ����һ�γ��Ρ�����CHARMILLES 290�;��и�C�����г����ƣ�ֻ�ܼӹ��L�ȡ�350mm ���X�l���ߣ����Ñ�ӆ؛���X�l��������L���_(d��)480mm���������ìF(xi��n)���O(sh��)��ӹ������г̵Ĵ��L���X�l���ߣ�ֻ�ܲ��ýӵ������M(j��n)�мӹ��� �ӵ��ӹ��nj�һ���X�l���߷֞�ɶηքe�ӹ������и�C�����ϡ������ǰ������Ƶļӹ�܉�E�Ƅӣ������܇����^����g����˿ɸ���(j��)����ļӹ�����?q��)��X�l���ߵ�һ�˹̶��ڼӹ��г̃�(n��i)����һ�����ڇ����ԵĿ�϶̎����(d��ng)�ӹ��굶�ߵ�L1�κ����_�A�ߣ��������ڊA�߶�λ������X �S����б���Ƅӣ�ʹ���ߵ�L2����ȫ�M(j��n)��ɼӹ�������(n��i)���A�־o�̣�Ȼ��ͨ�^�y���Ѽӹ����Ļ���(zh��n)���ҳ��ڶ��μӹ����������c��ͨ�^��(zh��)�еڶ��μӹ���������������X�l���ߵľ��и�ӹ���
Ҫ�ڌ��H�ӹ��Ќ��F(xi��n)�����ӹ�ԭ������횽�Q�����}�� L1��λ�õĴ_�������˴_��L1�εİ�ȫλ�ã�����ھ��и�C�����M(j��n)��ģ�M�\�С��ڇ����c�������l(f��)����ײ��ǰ���£���(y��ng)�M���ܽ����χ���ĸ߶ȣ����⣬�ھ��̕r��(y��ng)ʹ�ɶμӹ�������Д��cλ���X�����cλ��(��D2��ʾ)���Ա������P(gu��n)�I�ߴ�������½ӵ����E���ɶμӹ�����֮�g��(y��ng)�в����غυ^(q��)��(��0.3mm)���Ա����γɽӵ�� ����(zh��n)��Ĝy������Փ�ϣ�ͨ�^��(zh��n)�_�y���Ѽӹ��Ļ���(zh��n)��A��B�����ɫ@�õ�2�μӹ�������X��Y�S���������c�����ڌ��H�ӹ��У����ڼӹ��X����ɂ�(c��)�r��X��Y�Sͬ�r�\�ӣ����ӹ�A��rֻ��Y�S�\�ӣ�����y�Ա��CA��ļӹ��|(zh��)����ͬ�r���ϡ�������x�^��늘O�и�z�ď����ھ��ӹ��r�����_(d��)��Ҫ�������A��ӹ��ߴ粻��(w��n)�����Ķ���(d��o)���^��Ļ���(zh��n)��y���`�Ӱ푵�2�μӹ���������c�Ĵ_�������⣬����������r������A���ڈ�(zh��)�е�2�μӹ�������ѱ��е����ʟo�����������(zh��n)�档�ڼӹ����`�аl(f��)�F(xi��n)�����Ե�1�γ���ӹ�����ǰһ�X��(c��)������y������(zh��n)Ч�����ã�����ԓ��Ҳ���O(sh��)Ӌ����(zh��n)�棬�猢������y������(zh��n)�棬�t�ɱ��C����(zh��n)�غϡ�
���ڵ�2�μӹ��������Ե�1�μӹ�����ļӹ������酢������(zh��n)����˼�ʹ���ڼӹ��`�Ҳ�ɱ����`����һ���ԣ��pС�ӹ��`���Ӱ푡�����Ӌ���ƄӾ��x�r���t��(y��ng)���]늘O�и�z�cԓ����(zh��n)��Ǵ�ֱ���|����Ĝy���`���(y��ng)�����x�Q���X�S��������Ƅ�������c��ͨ�^׃�Q����(zh��n)�棬���M(j��n)һ����ߜy�����Ⱥͼӹ����ȣ����Ɍ��������M(j��n)�ж��μӹ���ͨ�^�y���X�ࡢ�X��ֵ������(j��)���yֵ�M(j��n)�ГQ�㣬���ڼӹ��^�����Д��X�l�����Ƿ�ϸ����l(f��)�F(xi��n)���}�����S�r�{(di��o)���ӹ�λ�úͼӹ��ߴ�(�猢����ж�º��M(j��n)�Йz�y���t���y���C���������b�A��ļӹ�����)�� �����ĊA�֡����ڱ��ӹ��X�l���ߵ��L���^���Ҽӹ��r�鲿�֊A�֣��A�o�����S�����ǵIJ�ͬ��׃�����cˮƽ�治��ֱ����ˌ��A�ߵĄ���Ҫ���^�ߣ�ͬ�r�������Ƅӕr��(y��ng)���ַ���׃����ˌ��A�߶�λ���ȵ�Ҫ��Ҳ�^�ߡ��ڌ��H�ӹ��У������ƄӺ����ðٷֱ�z�y�������X���X피��U�����λ��׃�������{(di��o)������λ���Է��ϰ��b����Ҫ��Ȼ������늘O�и�z�M(j��n)�Мy���Դ_�����λ�á����ýӵ���ˇ�����ɽ��ʹ�ߴ��X�l���ߵļӹ��y�ȣ���չ���и�C������Ч�ӹ����������⣬���ڿ��ڙC�ж����LjA������Ĺ����ļӹ��ϸ��ԣ���˲���ж�¹����M(j��n)�Йz�y����������Ҫ�M(j��n)���`���ޏ�(f��)�ӹ��r�ڙC���������b�A��λ�y����ȫ��(f��)λ�����y��
|
| ��һ�l:
��ģ��(sh��)�X�l���c�Լ����I(y��)���a(ch��n)ĥ�X�X�l�S��
��һ�l:
��ģ��(sh��)�X�l�N�X�l��ȫ�b�õđ�(y��ng)��
|
| ���]��x |
|
| ���]�a(ch��n)Ʒ |
|
|
|